济南激光切割加工的质量可从切割精度、表面质量、工艺稳定性及材料适应性等多维度综合评估,具体解析如下:

切割精度
关键参数:包括切缝宽度(通常0.1-0.5mm,高精度设备可达0.01mm)、轮廓尺寸误差(±0.1-0.5mm)、孔中心距误差(±0.1-0.4mm)。例如,20000W大功率设备加工10mm不锈钢时,精度可稳定在±0.25mm以内。
影响因素:工作台精度、激光束聚焦效果(光斑直径越小,精度越高)、材料厚度(厚度超过10mm后,精度会因光束发散略有下降)。
表面质量
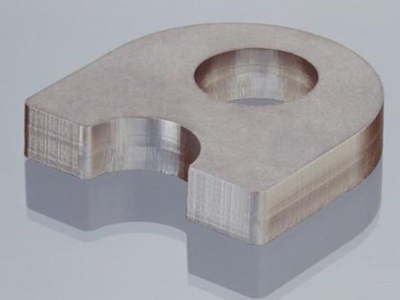
粗糙度(Ra值):切割断面纹路深度决定粗糙度,优质加工Ra值可≤12.5μm,断面光滑无明显条纹;劣质加工纹路深、毛刺多,需额外打磨。
垂直度:厚板(>10mm)切割时,边缘垂直度偏差应≤0.1mm,偏离越小质量越高,避免因焦点位置不当导致切口上下宽度差异过大。
无缺陷要求:无过烧(热积累导致熔融范围过大)、挂渣(熔渣残留于切口背面)、凹陷或腐蚀,尤其不锈钢等材料需避免氧化变色。
设备与参数优化
激光功率:根据材料厚度调整,如切割1mm不锈钢用500-1000W,20mm碳钢需20000W以上;功率过高易导致过烧,过低则产生挂渣。
辅助气体:不锈钢常用氮气(防氧化,切口亮白),碳钢用氧气(助燃提高效率),气体压力需匹配切割速度(如10mm钢板推荐压力0.6-0.8MPa)。
切割速度:高速切割可减少热影响区,但需与功率匹配(如2mm铝板速度约3-5m/min),速度过慢易导致材料变形。
材料适应性
金属材料:不锈钢(精度高、切面光滑)、碳钢(效率高、成本低)、铝板(需专用工艺避免反射损伤设备),厚度覆盖0.3mm-50mm(大功率设备)。
非金属材料:亚克力、木材等需控制热输入,避免燃烧或碳化,切割边缘需平整无焦痕。
| 常见缺陷 | 成因 | 解决方式 |
|---|---|---|
| 毛刺/挂渣 | 气体压力不足、速度过慢 | 调高气体压力、优化切割速度 |
| 过烧 | 功率过高、焦点位置偏差 | 降低功率、校准焦点(通常位于材料表面下0.5-1mm) |
| 断面纹路深 | 速度不稳定、光束模式差 | 采用高精度伺服电机、单模激光发生器 |
| 热变形 | 厚板切割时间长、冷却不足 | 分段切割、加强水冷系统 |
济南加工特点
设备实力:本地厂家多配备20000W以上大功率激光切割机(如深圳大族设备),支持厚板及大尺寸工件加工,切割精度可达±0.25mm,10mm以内不锈钢切口平滑、毛刺少。
工艺经验:专注金属材料(不锈钢、碳钢、铝板)切割,尤其在异形件、复杂花纹(如12生肖图案、金属字体)加工上经验丰富,支持来图定制。
选择标准
资质与案例:优先选择拥有10年以上经验、配备质检团队的厂家(如济南三泰、金昌激光),要求提供切割样件检测报告(含粗糙度、精度数据)。
现场考察:观察设备运行状态(如光束稳定性、排烟系统),检查成品切口是否存在氧化、变形,询问售后服务(如毛刺处理、尺寸返工政策)。
版权声明:文章来源于www.jnrqbxg.com/gsxw/642.html,转载请注明出处!
上一篇:济南不锈钢加工的市场竞争
下一篇:济南激光切割加工的市场详解