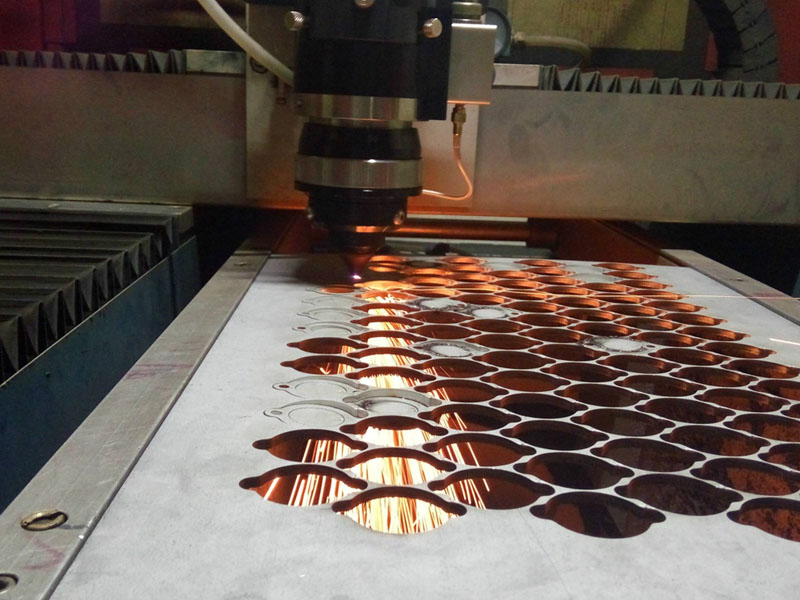
气体选择:切割厚度≤8mm用氮气(高纯度≥99.999%)可获得无氧化亮面;厚度>8mm或追求效率时可用氧气(但会产生氧化层)。功率与速度:采用高峰值功率+高频率的脉冲模式,薄板(≤3mm)速度可达15-20m/min,10mm板速控制在0.8-1.2m/min。

焦点位置:切割薄板时焦点置于板材表面上方0.5-1mm,厚板时置于表面下方1/3板厚处。喷嘴管理:定期检查喷嘴孔径(常用Φ1.5-3.0mm)与同心度,同心度偏差需≤0.02mm。喷嘴与板材距离保持0.8-1.2mm。

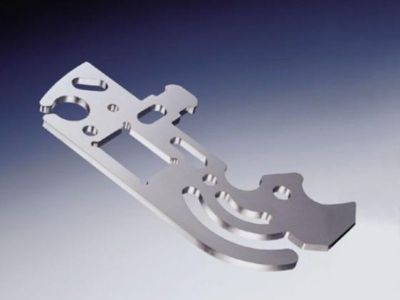
板材处理:切割前去除保护膜,确保表面平整无翘曲。编程策略:采用共边切割与桥接减少穿孔;复杂图形用微连接(0.2-0.3mm)防变形;引入引出线加圆角避免拐角过烧。
实时监测:采用电容调高器维持切割距离恒定。损耗控制:通过自动排样软件提升材料利用率至85%以上。质量检查:用显微镜观察切口垂直度(应≥89°)与挂渣情况(氮气切割应无挂渣)。
版权声明:文章来源于www.jnrqbxg.com/gsxw/659.html,转载请注明出处!
上一篇:济南不锈钢高低温环境改性技术