一、核心差异一览
对比项 | 激光切割 | 传统切割(等离子/火焰/冲剪) |
|---|---|---|
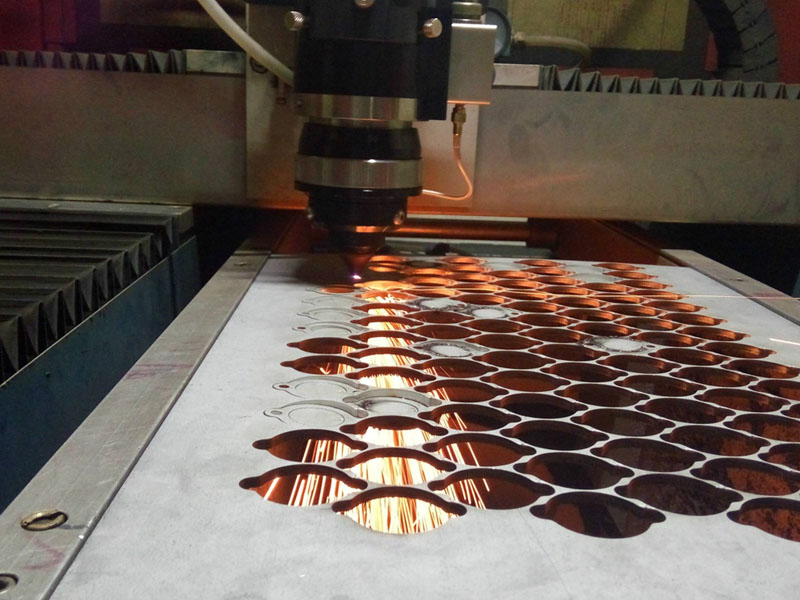
切割原理 | 高能激光束熔化/气化材料,辅助气体吹除 | 热熔断(等离子/火焰)或机械剪切(冲床/剪板机) |
适用材料 | 金属薄中板(碳钢、不锈钢、铝铜合金),非金属(亚克力、木板) | 厚板金属(火焰/等离子)、大批量标准件(冲剪) |
切割精度 | 高(±0.05~0.1mm),切口细、垂直度好 | 较低(±0.5~1mm以上),切口粗糙或有毛刺 |
热影响区 | 小,变形少 | 火焰/等离子热影响区大,易产生变形 |
复杂图形 | 任意二维图形,无需模具 | 冲剪需模具;火焰/等离子可切异形但精度低 |
板材厚度 | 碳钢≤20~25mm,不锈钢≤12~16mm(视功率) | 火焰可切厚板>100mm;等离子可达50~80mm |
成本特点 | 设备贵,单件/小批灵活,无模具费 | 冲剪模具贵但单件成本低(大批量);火焰/等离子设备便宜但耗材贵 |
切口质量 | 光滑、挂渣少,通常无需二次加工 | 常有熔渣、氧化皮、毛刺,多需打磨 |
.jpg")
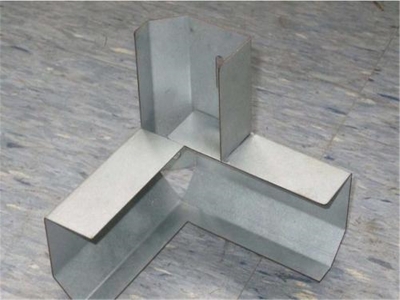
激光切割适合:
钣金件、机箱机柜、装饰件等中薄板复杂轮廓切割
小批量多品种、打样、异形孔
对切口光洁度、尺寸精度、变形控制要求高的零件
传统切割适合:
厚板下料(火焰切>30mm碳钢)
大批量标准形状(冲床/剪板机,需开模)
对切口精度要求不高、以分离为主的粗下料工序

做机箱机柜、不锈钢装饰件、样品试制 → 首先选择激光切割
切几十毫米厚普碳钢毛坯、大批量相同形状的垫板 → 火焰或等离子或冲剪更经济
激光切割与传统切割的本质区别在于能量形式和精度控制:激光靠聚焦光束实现微区高能熔化,精度高、热影响小、适合复杂图形中薄板;传统切割靠热熔断或机械力,适合厚板粗下料或大批量标准件(需模具)。根据板厚、精度要求、批量和成本综合选择。
版权声明:文章来源于www.jnrqbxg.com/gsxw/681.html,转载请注明出处!
上一篇:激光切割加工属于什么加工工艺?
下一篇:激光切割适用哪些材料?