区域固定:不锈钢件的加工区域应相对固定,加工区的平台应采取隔离措施,如铺上橡胶垫等,加强定置管理和文明生产,避免对不锈钢件造成损伤与污染。
下料场所:卸料时,不锈钢原料应采用等离子切割或机械切割方法移至特殊场所。等离子体切割法用于下料和开板,切断后需要焊接时,要去除切断口的氧化物,显示金属光泽。使用机械切割方法时,要在卸下材料前清洗机床,为了不损伤板的表面,用橡胶等柔软材料覆盖压脚,严禁直接切断或下料不锈钢材料堆。
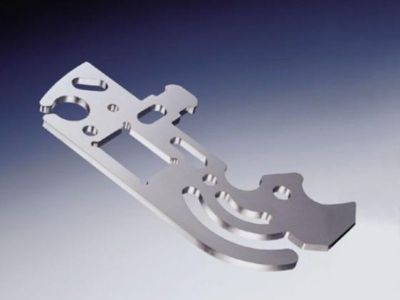
刀具材料:因加工不锈钢零件时切削力大、切削温度高,刀具材料应尽量选择强度高、导热性好的硬质合金。前刀面刃磨时粗糙度值要小,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。
切削液:由于不锈钢具有极易产生粘结和散热性差的特点,在镗削中应选用抗粘结和散热性好的切削液。济南不锈钢加工冷却液可使用水溶性切削液,半合成的,冷却、润滑效果都较好。
下料方式
剪切:剪切时,应与送进支架隔离,落料斗也应铺以橡胶垫,避免划伤。
等离子切割:等离子切割后,割渣应清理干净。批量切割时,对于已完成的零件应及时清理出现场,以避免割渣对工件的玷污。
锯切下料:锯切下料时,夹紧应加以胶皮保护,锯切后应清理工件上的油污、残渣等。
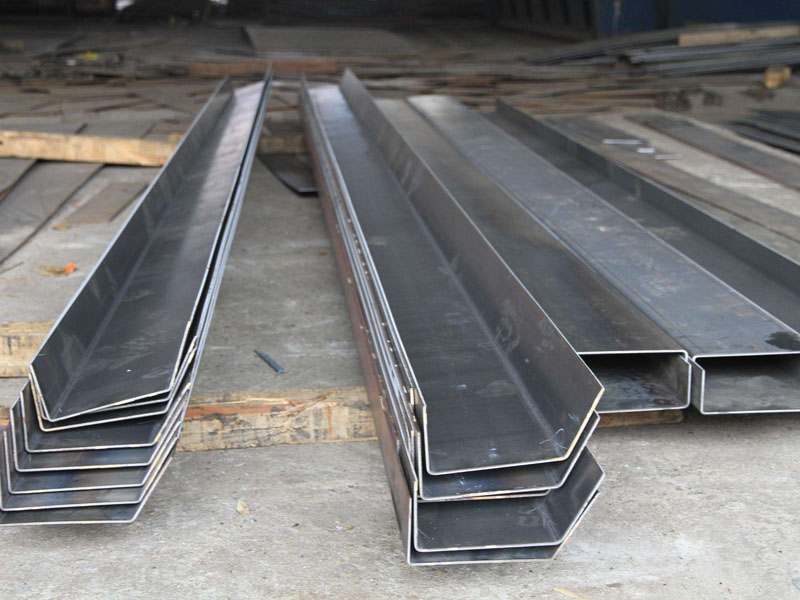
成型加工:在卷板、折弯过程中,应采取有效措施避免造成不锈钢件表面划伤和折痕。薄板可以折弯到180°,但为了减少弯面的裂纹,折弯半径大小最好为2倍板厚;厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。
铆焊与焊接
铆焊:不锈钢件在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它不锈钢件的污染,切割后,工件上的割渣应清理干净。
焊接:焊接前必须认真清除油污、锈迹、灰尘等杂物。焊接时尽量采用氩弧焊,手工电弧焊时采用小电流快速焊接,避免摆动,严禁在非焊接区域引弧,接地线应正确定位并牢固连接,以避免电弧擦伤,焊接过程中应采取防溅措施(如刷石灰等),焊接后,用不锈钢(不允许用碳钢)平铲清理焊渣和飞溅物。同时,要注意焊机电流的调节大小。
材料检验:确保所使用的不锈钢材料符合质量标准,检查其化学成分、机械性能、表面质量等,对于不合格的原材料坚决不能投入生产。
尺寸精度:严格按照设计图纸的要求进行加工,控制好零件的尺寸精度,避免出现尺寸偏差过大的问题。
外观检查:加工完成后,对不锈钢件的外观进行检查,确保表面无划痕、凹坑、变形等缺陷,保证外观质量。
防护用具:操作人员应佩戴好防护用具,如手套、护目镜、口罩等,防止在加工过程中受到伤害。
设备操作:严格按照设备的操作规程进行操作,定期对设备进行维护和保养,确保设备的正常运行。在操作机械设备时,要注意防止发生机械伤害事故。
防火防爆:不锈钢加工过程中可能会产生火花、高温等,要注意防火防爆,加工场所应配备灭火器材,严禁在加工区域吸烟或进行明火作业。
版权声明:文章来源于www.jnrqbxg.com/gsxw/631.html,转载请注明出处!
上一篇:济南不锈钢的性能如何
下一篇:济南不锈钢加工的影响因素